

 如果结果不匹配,请
如果结果不匹配,请 
 更多“加工飞轮刀具有:立式车床用的()车刀、端面车刀、切槽刀、内孔…”相关的问题
更多“加工飞轮刀具有:立式车床用的()车刀、端面车刀、切槽刀、内孔…”相关的问题
第2题
下图所示轴的端部键槽,加工方法通常采用()。 A.在插床上用插刀进行插削 B.在牛头刨床上用盘铣刀加工 C.
下图所示轴的端部键槽,加工方法通常采用( )。
A.在插床上用插刀进行插削 B.在牛头刨床上用盘铣刀加工
C.在卧式铣床上用盘铣刀加工 D.在立式铣床上用端铣刀加工
第4题
试表示加工下列表面时,需要哪些成形运动?其中哪些是简单运动?哪些是复合运动? ①用成形车刀车削短外圆锥面;
试表示加工下列表面时,需要哪些成形运动?其中哪些是简单运动?哪些是复合运动?
①用成形车刀车削短外圆锥面;②用尖头车刀纵、横向同时进给车削外圆锥面;③用插齿刀插削直齿圆柱齿轮;④用钻头钻孔;⑤用拉刀拉削圆柱孔;⑥用螺纹车刀车削螺纹。
第6题
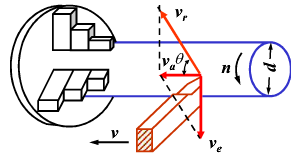
车床主轴的转速n=30r/min,工件的直径d=40mm,如图8-13(a)所示。如车刀横向走刀速度为v=10mm/s,求车刀对工件的
车床主轴的转速n=30r/min,工件的直径d=40mm,如图8-13(a)所示。如车刀横向走刀速度为v=10mm/s,求车刀对工件的相对速度。
第7题
以下哪项说法不正确()?
A.主切削刀单位长度上的负荷较小,不利于刀具耐用度的提高
B.车刀的副偏角还有减小与已加工表面间摩擦的作用
C.主、副偏角应根据工件的刚度及加工要求选取合理的数值
D.刀具要从工件,上切除余量,就必须使它的切削部分具有一定的切削角度
第9题
如图所示零件,若要求加工左端面45°倒角及切断加工,试编制加工程序 提示:左端面45°倒角并切断加工的加
如图所示零件,若要求加工左端面45°倒角及切断加工,试编制加工程序

提示:左端面45°倒角并切断加工的加工方法比较多。
方法1:先在左端面位置切浅槽,然后换45°车刀倒角,再换切断刀切断。
方法2:先切断,然后掉头装夹,再当作右倒角进行加工。
方法3:用切断刀先切浅槽,然后仍然用切断刀倒角,再切断。
显然,第3种方法更符合“程序段最少、走刀路线最短、换刀次数最少”的要求。采用该方法进行编程加工,其刀具轨迹图如图所示。

















