题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
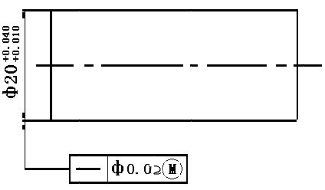
图样上标注孔的尺寸,测得该孔横截面形状正确,局部实际尺寸处处皆为19.986mm,轴线直线度误差为
图样上标注孔的尺寸 ,测得该孔横截面形状正确,局部实际尺寸处处皆为19.986mm,轴线直线度误差为φ0.025mm。试述该孔的合格条件,并确定该孔的体外作用尺寸,按合格条件判断该孔是否合格。
,测得该孔横截面形状正确,局部实际尺寸处处皆为19.986mm,轴线直线度误差为φ0.025mm。试述该孔的合格条件,并确定该孔的体外作用尺寸,按合格条件判断该孔是否合格。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
图样上标注孔的尺寸,测得该孔横截面形状正确,局部实际尺寸处处皆为19.986mm,轴线直线度误差为φ0.025mm。试述该孔的合格条件,并确定该孔的体外作用尺寸,按合格条件判断该孔是否合格。
如果结果不匹配,请 联系老师 获取答案
 更多“图样上标注孔的尺寸,测得该孔横截面形状正确,局部实际尺寸处处…”相关的问题
更多“图样上标注孔的尺寸,测得该孔横截面形状正确,局部实际尺寸处处…”相关的问题
何谓泰勒原则(极限尺寸判断原则)?某孔的图样标注为 ,按这图样加工一个孔,设该孔横截面形状正确,测得其实际尺寸为φ25.01mm,轴线的直线度误差为φ0.02mm,试按泰勒原则判断该孔合格与否?
,按这图样加工一个孔,设该孔横截面形状正确,测得其实际尺寸为φ25.01mm,轴线的直线度误差为φ0.02mm,试按泰勒原则判断该孔合格与否?
按图2.4-2的图样标注加工零件后,测得孔的横截面形状正确,实际尺寸处处皆为φ20.025mm,轴线对基准平面A的垂直度误差值为φ0.02mm。试计算该孔的体外作用尺寸,说明该孔的合格条件,并判断该孔合格与否。
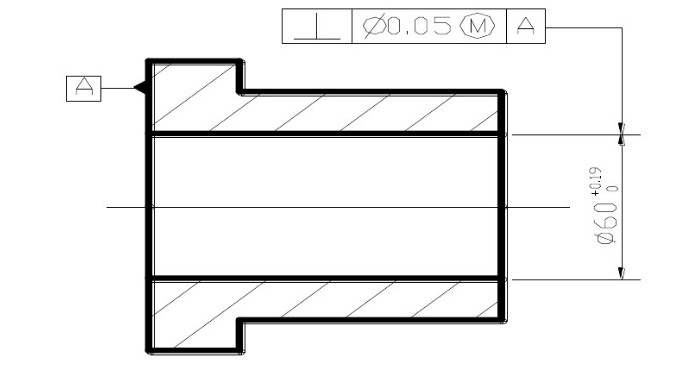
如图所示: (1)指出被测要素采用的公差原则。 (2)求被测要素的最大实体尺寸,最小实体尺寸,最大实体实效尺寸。 (3)求被测要素的垂直度公差给定值,垂直度公差最大补偿值。 (4)设孔的横截面形状正确,当孔实际尺寸处处都为φ60mm时,求垂直度公差允许值;当孔实际尺寸处处都为φ60.10mm时,求垂直度公差允许值。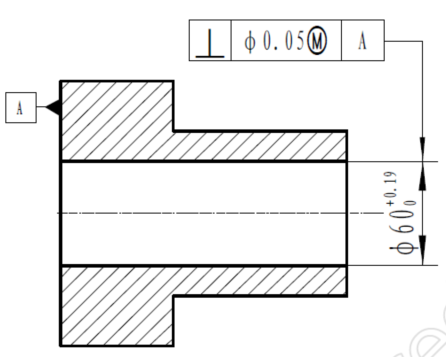
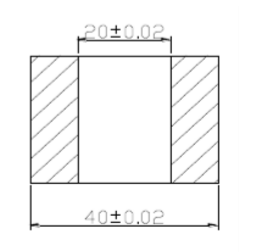
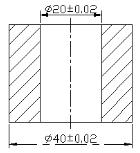
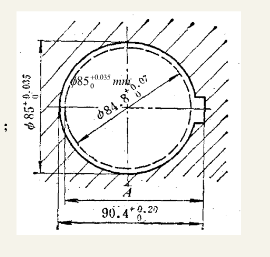
图所示孔及其键槽的加工顺序如下:首先按工序尺寸 镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸
镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸 磨孔。孔完工后要求键槽深度符合图样上标注的尺寸
磨孔。孔完工后要求键槽深度符合图样上标注的尺寸 mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
孔在图样上标注为φ40JS8,已知尺寸公差IT8=39μm,则该孔的上偏差为______mm,该孔的最大实体尺寸为______mm。按GB/T 1800.2—2009的规定,常用尺寸孔的标准公差等级分为______,共20个级。
__mm,垂直度公差给定值是______
mm,垂直度公差最大补偿值是______mm。设孔的横截面形状正确,当孔实际尺寸处处都为φ60mm时,垂直度公差允许值是______mm,当孔实际尺寸处处都为φ60.10mm时,垂直度公差允许值是______mm。
A.A.#图片1$#60H7
B.B.轴承孔公差带代号
C.C.轴承型号