 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
导套材料为40钢,要求硬度58—62HRC,内孔尺寸为φ30mm,内圆精度为IT7级,Ra为 0.2μm,该内孔加工方案应选()。
A.钻孔-镗孔一粗磨一精磨一研磨
B.钻孔一扩孔一精铰
C.钻孔一拉孔
D.钻孔一扩孔一镗孔
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.钻孔-镗孔一粗磨一精磨一研磨
B.钻孔一扩孔一精铰
C.钻孔一拉孔
D.钻孔一扩孔一镗孔
如果结果不匹配,请 联系老师 获取答案
 更多“导套材料为40钢,要求硬度58—62HRC,内孔尺寸为φ30…”相关的问题
更多“导套材料为40钢,要求硬度58—62HRC,内孔尺寸为φ30…”相关的问题
制造汽车、拖拉机变速箱齿轮,齿面硬度要求58~62HRC,心部要求30~45HRC,αK为40~50MJ/m2,(1)从下列材料中选择合适的材料:35、40、40Cr、20CrMnTi、60Si2Mn和1Crl8Ni9Ti;(2)根据所选材料制订加工工艺路线;(3)说明每一步热处理的作用。
指出下列零件在选材和制定热处理技术条件中的错误,并提出改正意见。
(1)表面耐磨的凸轮,材料用45号钢,热处理技术条件:淬火+回火,60~50HRC;
(2)直径300mm,要求良好综合力学性能的传动轴,材料用40Cr,热处理技术条件40~45HRC;
(3)弹簧( 15mm),材料45钢,热处理技术条件:淬火+中温回火,55~50HRC;
15mm),材料45钢,热处理技术条件:淬火+中温回火,55~50HRC;
(4)转速低,表面耐磨及心部要求不高的齿轮,材料用45钢,热处理技术条件为:渗碳、淬火+低温回火,58~62HRC;
(5)要求拉杆(70mm)截面上的性能均匀,心部σb>900MPa,材料用40Cr,热处理技术条件为:调质200~300HB。
A.A.轴颈在滑动轴承中工作,要求表层硬度52HR
B.B.材料为45钢,其适宜的热处理为( )。
C.C.淬火+高温回火
D.D.淬火+中温回火
E.E.调质+局部感应加热表面淬火+低温回火
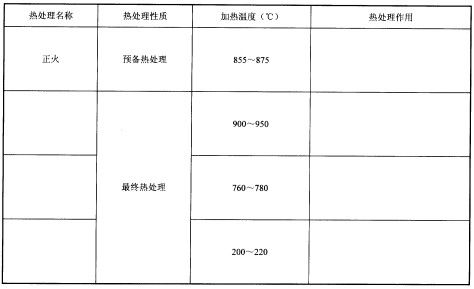
汽车变速齿轮用20CrMnTi钢制造,其热处理技术条件是:齿表面渗碳层深度:0.8~1-3mm,齿面硬度为:58~62HRC,心部硬度为:33~48HRC。加工工艺如下:备料→锻造→正火→机械加工→渗碳→淬火、回火→喷丸→校正花键孔→磨齿填写下表:
分析下列要求是否能达到?为什么?
(1)图纸上用45钢制造直径20 mm的轴类零件,表面硬度要求50~55HRC,产品升级后,此轴类零件直径增加到40 mm,为达到原表面硬度改用40Cr制造。
(2)制造小直径的零件(如连杆螺栓)原经调质处理时采用了中碳钢,现拟改用低碳合金钢经淬火后使用。
(3)原刀具要求耐磨但形状简单,选用T12A钢制造,硬度为60~62HRC,现因库存缺料,改用T8A钢制造。
(4)汽车、拖拉机齿轮原选用20CrMnTi经渗碳淬火、低温回火后使用,现改用40C钢经调质高频淬火后使用。

















