


 如果结果不匹配,请
如果结果不匹配,请 
 更多“加工如下图所示零件,端面、外网面、切槽、外圆柱螺纹及切断精加…”相关的问题
更多“加工如下图所示零件,端面、外网面、切槽、外圆柱螺纹及切断精加…”相关的问题




第5题
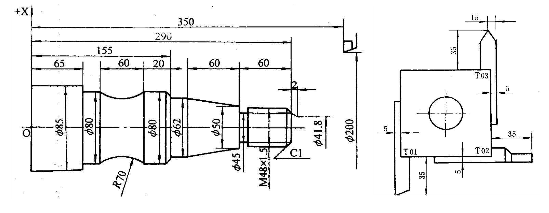
如下图所示零件,若要求精加工外圆柱面和切槽加工,请编制加T程序。 提示:加工起始刀具为90°外圆车刀,当把外
如下图所示零件,若要求精加工外圆柱面和切槽加工,请编制加T程序。
提示:加工起始刀具为90°外圆车刀,当把外圆柱面加工完毕后应用T指令换切断刀来加工直槽。
第6题
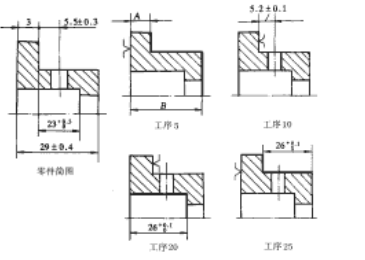
加工如下图所示轴套零件,其部分工序如下: 工序5 精车小端外圆、端面及肩面; 工序10 钻孔; 工序15 热处理;
加工如下图所示轴套零件,其部分工序如下:
工序5 精车小端外圆、端面及肩面;
工序10 钻孔;
工序15 热处理;
工序20 磨孔及底面;
工序25 磨小端外圆及肩面。试求工序尺寸A、B及其极限偏差。
第7题
如图所示零件,数控车削加工该零件外网柱面,试编制该加工程序。 提示:具体加工刀具轨迹如下图所示。
如图所示零件,数控车削加工该零件外网柱面,试编制该加工程序。

提示:具体加工刀具轨迹如下图所示。



第10题
如下图所示零件,数控车削加工该零件右端面及外圆柱面,试编制该加工程序。 提示:可将加工端面和外圆柱面刀
如下图所示零件,数控车削加工该零件右端面及外圆柱面,试编制该加工程序。
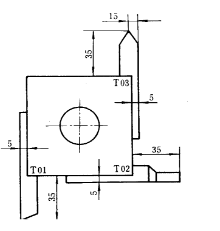 提示:可将加工端面和外圆柱面刀具轨迹做一个简单的组合,然后用程序表达出来即可。组合刀具轨迹如下图所示(O→A→B→C→O→A'→B'→C'→O)。
提示:可将加工端面和外圆柱面刀具轨迹做一个简单的组合,然后用程序表达出来即可。组合刀具轨迹如下图所示(O→A→B→C→O→A'→B'→C'→O)。
















