题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
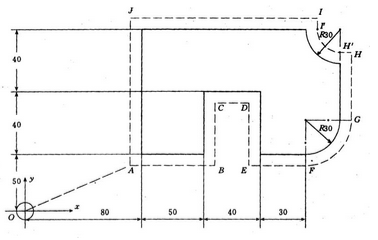
仔细观察如下图所示的刀具轨迹图,为什么OA段用G00指令?而AB没用G01指令?() A.0A段为进刀,刀具没有进行切
仔细观察如下图所示的刀具轨迹图,为什么OA段用G00指令?而AB没用G01指令?( )
A.0A段为进刀,刀具没有进行切削加工,故需用表示非切削加工的快速点定位G00指令,而AB段为切削端面加T,应用直线插补G01指令
B.0A段为进刀,刀具进行切削加工,故需用表示切削加工的快速点定位G00指令,而AB段为切削端面加工,应用直线插补G01指令
查看答案

 如果结果不匹配,请 联系老师 获取答案
如果结果不匹配,请 联系老师 获取答案

 更多“仔细观察如下图所示的刀具轨迹图,为什么OA段用G00指令?而…”相关的问题
更多“仔细观察如下图所示的刀具轨迹图,为什么OA段用G00指令?而…”相关的问题
 提示:可将加工端面和外圆柱面刀具轨迹做一个简单的组合,然后用程序表达出来即可。组合刀具轨迹如下图所示(O→A→B→C→O→A'→B'→C'→O)。
提示:可将加工端面和外圆柱面刀具轨迹做一个简单的组合,然后用程序表达出来即可。组合刀具轨迹如下图所示(O→A→B→C→O→A'→B'→C'→O)。



 (2)
(2)


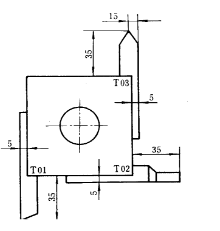
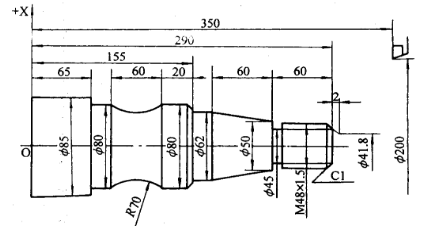 提示:加工该零件外圆面时,刀具轨迹如下图所示。
提示:加工该零件外圆面时,刀具轨迹如下图所示。