


 如果结果不匹配,请
如果结果不匹配,请 
 更多“线切割加工如下图所示圆弧,A为起点,B为终点,不考虑割缝宽度…”相关的问题
更多“线切割加工如下图所示圆弧,A为起点,B为终点,不考虑割缝宽度…”相关的问题


第3题
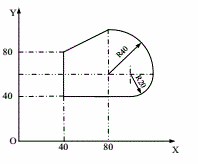
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工编程,I、J、K为圆弧起点相对其圆心(圆心指向起点的矢量)的X、Y、Z坐标值的地址符(主轴转速为600r/m,进给速度为150mm/min,机床具有刀具半径补偿功能)。
第4题
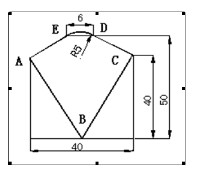
用3B代码格式编制如图5-2所示凸模线切割程序,切割起点为O,引入段长度OA=5mm,加工顺序O→A→B→C→D→A→D,选用钼
用3B代码格式编制如图5-2所示凸模线切割程序,切割起点为O,引入段长度OA=5mm,加工顺序O→A→B→C→D→A→D,选用钼丝直径为φ0.12mm,单边放电间隙δ=0.01mm。(尖角处不需加过渡圆弧)

第6题
如下图所示心形凹模的线切割加工程序为(不考虑割缝宽度及导入部分程序,从A点开始顺时针加工回A点): B_
如下图所示心形凹模的线切割加工程序为(不考虑割缝宽度及导入部分程序,从A点开始顺时针加工回A点):
B______ B B60000 Gy SR1
B15000 B B______ Gy SR3
B15000 B B30000 Gy
第7题
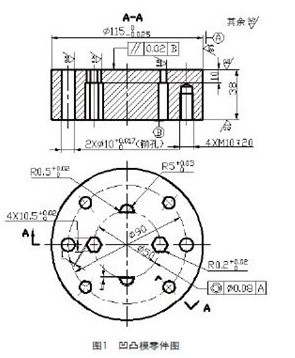
线切割加工如下图所示零件的凹模和凸模零件,已知该模具为落料模,d=0.14mm,z=001mm,δ配=0.01mm,试编制该线切
线切割加工如下图所示零件的凹模和凸模零件,已知该模具为落料模,d=0.14mm,z=001mm,δ配=0.01mm,试编制该线切割程序。


第10题
线切割加工如下图所示线段,切割方向如图中箭头所示,不考虑割缝宽度。 提示:X、Y、J的数值最多6位,而且都要
线切割加工如下图所示线段,切割方向如图中箭头所示,不考虑割缝宽度。

提示:X、Y、J的数值最多6位,而且都要取绝对值,即不能用负数。当X、Y的数值为0时,可以省略0,即B0可以省略成B,但是作为分隔符的B不能省略。线切割指令中的坐标值单位为μm,而不是mm,对于大部分以mm为单位的图形,应将mm转换成μm,
如40.O应该写成B40000。
















