

 如果结果不匹配,请
如果结果不匹配,请 
 更多“ G92指令是使刀具以点位控制方式,从刀具所在点以快速进给速…”相关的问题
更多“ G92指令是使刀具以点位控制方式,从刀具所在点以快速进给速…”相关的问题
第1题
下列关于G54与G92指令说法中不正确的是( )。
A.G54与G92都是用于设定工件加工坐标系的
B.G92是通过程序来设定加工坐标系的,G54是通过CRT/MDI在设置参数方式下设定工件加工坐标系的
C.G92设定的加工坐标系原点与当前刀具所在位置无关
D.G54设定的加工坐标系原点与当前刀具所在位置无关
第2题
在编程序时,以主轴的端部为编程参考点,刀具安装在主轴上后,测得刀尖到主轴端部的距离为100mm,用G92设定主轴端面为Z轴的坐标原点,测得主轴端面距工件表面距离为250mm,采用G44指令补偿刀具长度,存放在H地址中的偏置量为( )。
A.100mm
B.-100mm
C.150mm
D.-150mm
第7题
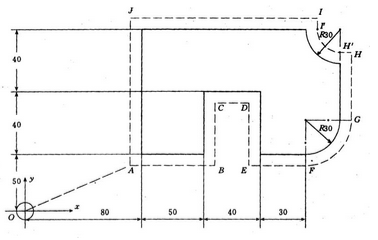
编制用刀具位置偏置指令铣削如下图所示零件外轮廓的加工程序。刀具直径为φ20mm,偏置号为H01,偏置量为+10.0mm
编制用刀具位置偏置指令铣削如下图所示零件外轮廓的加工程序。刀具直径为φ20mm,偏置号为H01,偏置量为+10.0mm。加工路线从O点开始,经过A、B、C、D、E、F、G、H、H’、I’、I、J、A点,又回到O点。
第8题
在XY平面上,某圆弧圆心为(0,0),半径为80,如果需要刀具从(80,0)沿圆弧到达(0,80)点程序指令为:()
A.G02X0Y80.I80.F300
B.G03X0Y80.I-80.F300
C.G02X0Y80.J80.F300
D.G03X0Y80.J-80.F300
第10题
关于对刀点与换刀点的位置,以下说法中错误的一项是()。
A.对刀点是指数控机床加工工件时,刀具相对于工件运动的起点
B.对刀点既可以设在工件上,也可以设在夹具上,但不可以设在机床上
C.对刀时,应使刀位点与对刀点重合
D.在加工中要为具有自动换刀装置的数控机床设置的换刀点,它的位置要根据换刀时刀具不碰撞工件、夹具、机床的原则确定
















