题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
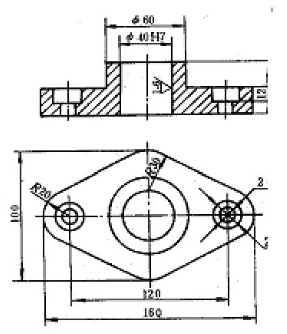
加工如图所示零件中各孔,工件材料为HT300,使用刀具T01为镗孔刀,T02为14钻头,T03为22锪钻。
加工如图所示零件中各孔,工件材料为HT300,使用刀具T01为镗孔刀,T02为 14钻头,T03为22锪钻。
14钻头,T03为22锪钻。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
加工如图所示零件中各孔,工件材料为HT300,使用刀具T01为镗孔刀,T02为14钻头,T03为22锪钻。
如果结果不匹配,请 联系老师 获取答案
 更多“加工如图所示零件中各孔,工件材料为HT300,使用刀具T01…”相关的问题
更多“加工如图所示零件中各孔,工件材料为HT300,使用刀具T01…”相关的问题
上加工,零件的加工过程如下:①下料;②车端面,打中心孔;③粗车各面;④精车各面;⑤热处理;⑥研磨中心孔;⑦磨削外圆。
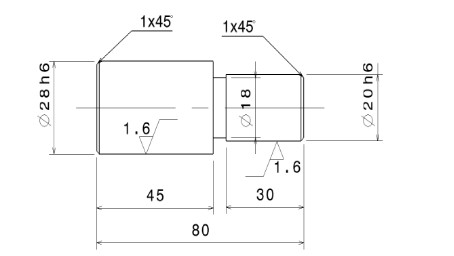
加工如图所示的零件,毛坯直径为

如图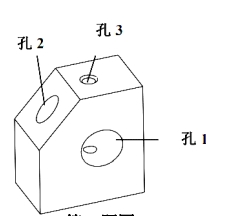 所示小明准备用3cm厚矩形钢制作如图所示零件,孔2、孔3、均为竖直方向孔,孔1为水平方向通孔。以下说法正确的是()。
所示小明准备用3cm厚矩形钢制作如图所示零件,孔2、孔3、均为竖直方向孔,孔1为水平方向通孔。以下说法正确的是()。
A.孔1、孔3的钻孔顺序,先钻孔1再钻孔3,孔2加工先钻孔再锯割
B.台钻钻孔时,启动台钻,对准冲眼加压进给
C.钻孔时,将矩形钢用手钳夹住,戴防护眼镜,实现安全操作
D.钻孔流程:划线定位装夹工件装夹钻头钻孔
加工零件如图所示。工件坐标系设在工件右侧,换刀点位置为(X100、Z100),采用FANUC编程格式。精加工程序已经编好,请仔细阅读程序并完成下列内容:
(1)补齐程序中画横线处的有关数据;
(2)根据程序中的数据,在解释栏中填入程序说明。
A.热处理后的坯件进行电火花线切割加工时,会破坏材料内部残余应力的平衡状态
B.材料产生很大变形后,不会影响零件的加工精度
C.以线切割为主要加工方法的冷冲模,尽量选用CrWMn、Cr12M°、GCr15等合金工具钢
D.切割孔类工件,为减少边形,可采用两次切割法
钻削如图所示

提示:
钻削如图所示5个孔,采用G54工件坐标系,工件原点如图所示,刀具及刀具位置自拟。

提示:2-