如果结果不匹配,请
如果结果不匹配,请 
 更多“在钻床上加工孔时,工件固定不动,刀具的旋转运动为主运动,钻头…”相关的问题
更多“在钻床上加工孔时,工件固定不动,刀具的旋转运动为主运动,钻头…”相关的问题
第2题
钻削如图所示12孔,初始刀具为12麻花钻,刀具位置及工件坐标系自拟。 提示:12孔为浅孔,故采用G81循环加工
钻削如图所示

提示:
第4题
数控机床有不同的运动形式,需要考虑工件与刀具相对运动关系及坐标方向,编写程序时,采用( )的原则。
A.刀具固定不动,工件移动
B.铣削加工刀具固定不动,工件移动;车削加工刀具移动,工件不动
C.分析机床运动关系后再根据实际情况
D.工件固定不动,刀具移动
第5题
数控机床有不同的运动形式,需要考虑工件与刀具相对运动关系及坐标方向,编写程序时,采用()的原则编写程序。
A.刀具固定不动,工件移动
B.铣削加工刀具固定不动,工件移动;车削加工刀具移动,工件不动
C.分析机床运动关系后再根据实际情况而定
D.工件固定不动,刀具移动
第6题
钻削如图所示5个孔,采用G54工件坐标系,工件原点如图所示,刀具及刀具位置自拟。 提示:2-16孔为浅孔,采用G8
钻削如图所示5个孔,采用G54工件坐标系,工件原点如图所示,刀具及刀具位置自拟。

提示:2-
第7题
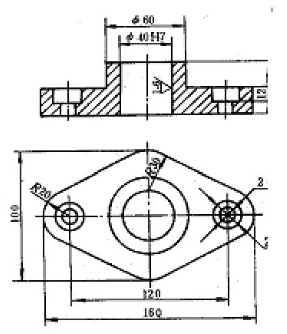
加工如图所示零件中各孔,工件材料为HT300,使用刀具T01为镗孔刀,T02为14钻头,T03为22锪钻。
加工如图所示零件中各孔,工件材料为HT300,使用刀具T01为镗孔刀,T02为 14钻头,T03为22锪钻。
14钻头,T03为22锪钻。